Гибка металлов. Методы и технологические особенности | |
ВНИМАНИЕ! Мы разработали программу StrongTonn, которая вычисляет усилие гибки и прочие параметры.
Перейти на страничку с программой
Содержание (кликабельное) | |
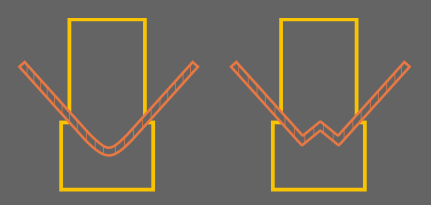
Существуют два метода гибки:
- Речь идет о свободной и воздушной гибке, когда присутствует воздушный зазор между листом стенками V-образной матрицы. Именно этот метод является распространенным в применении.
- Метод «калибровка» - это старый метод, который применяется в определенных случаях, когда лист прижат полностью к стенкам V-образной матрицы.
Данное направление обладает определенными ограничениями.
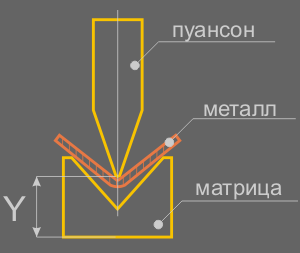
Характерные черты:
- Траверса вдавливает лист на выбранную глубину по оси Y в канавку матрицы с помощью пуансона;
- Лист находится "в воздухе" и не соприкасается со стенками матрицы;
- Это значит, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки,
соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам.
Ниже представлена таблица, в которой отражены отклонения угла гибки от 90° при разных отклонениях оси Y.
| a° / V мм | 1° | 1,5° | 2° | 2,5° | 3° | 3,5° | 4° | 4,5° | 5° |
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,110 | 0,132 | 0,154 | 0,176 | 0,198 | 0,220 |
| 10 | 0,055 | 0,082 | 0,110 | 0,137 | 0,165 | 0,192 | 0,220 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,330 |
| 16 | 0,088 | 0,132 | 0,176 | 0,220 | 0,264 | 0,308 | 0,352 | 0,396 | 0,440 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,690 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,830 |
| 45 | 0,250 | 0,375 | 0,500 | 0,625 | 0,750 | 0,875 | 1,000 | 1,125 | 1,250 |
| 55 | 0,305 | 0,457 | 0,610 | 0,762 | 0,915 | 1,067 | 1,220 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,110 | 1,332 | 1,554 | 1,776 | 1,998 | 2,220 |
| 100 | 0,555 | 0,832 | 1,110 | 1,387 | 1,665 | 1,942 | 2,220 | 2,497 | 2,775 |

Свободная гибка: преимущества
- Высокая гибкость
- Низкие издержки на инструмент
- При сравнении с калибровкой прилагается меньше усилий гибки
- Возможность изменения гибки
- Низкие издержки в связи с необходимостью наличия пресса с меньшим усилием
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием,
позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Воздушная гибка: недостатки
- Наличие менее точных углов гибки
- Отсутствие применимости для специфических гибочных операций
Совет:
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие?
По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно.
Предлагаем вам 3 практических способа:
1.1. Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в т на 1000 мм длины гиба ( L ) в зависимости от:
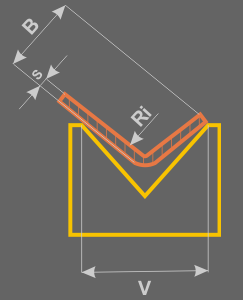
- толщины листа ( S ) в мм
- предела прочности ( Rm ) в Н/мм2
- V - ширины раскрытия матрицы ( V ) в мм
- внутреннего радиуса согнутого листа ( Ri) в мм
- минимальной высоты отогнутой полки ( B ) в мм
Пример подобной таблицы
Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2. Рекомендуемое соотношение параметров и усилия.
| V | Ri | B | S |
| 1,0 | 1,2 | 1,5 | 1,8 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 10 | 12 | 15 | 18 | 20 |
| 6 | 1 | 4,5 |
| | | | | | | | | | | | | | | | | | | |
| 8 | 1,3 | 6 |
8 | 12 | 17 | | | | | | | | | | | | | | | | | |
| 10 | 1,7 | 7 |
7 | 9 | 14 | 20 | | | | | | | | | | | | | | | | |
| 12 | 2 | 8,5 |
6 | 9 | 12 | 18 | 21 | | | | | | | | | | | | | | | |
| 16 | 2,7 | 11 | |
6 | 9 | 13 | 16 | 25 | | | | | | | | | | | | | | |
| 20 | 3,3 | 14 | | |
7 | 10 | 13 | 20 | 29 | 39 | | | | | | | | | | | | |
| 25 | 4,2 | 18 | | | |
8 | 10 | 16 | 23 | 31 | | | | | | | | | | | | |
| 30 | 5 | 22 | | | | |
9 | 13 | 19 | 25 | 34 | | | | | | | | | | | |
| 32 | 5,5 | 23 | | | | |
8 | 12 | 18 | 24 | 32 | 40 | | | | | | | | | | |
| 35 | 5,7 | 25 | | | | | |
11 | 16 | 22 | 29 | 37 | 45 | 65 | | | | | | | | |
| 40 | 6,7 | 29 | | | | | | |
14 | 20 | 25 | 32 | 40 | 57 | | | | | | | | |
| 45 | 7,5 | 32 | | | | | | | |
17 | 23 | 29 | 35 | 50 | 69 | 90 | | | | | | |
| 50 | 8,4 | 36 | | | | | | | | | |
26 | 32 | 46 | 62 | 81 | | | | | | |
| 60 | 10 | 43 | | | | | | | | | |
21 | 26 | 38 | 52 | 68 | 85 | 105 | | | | |
| 70 | 12 | 50 | | | | | | | | | | |
22 | 33 | 44 | 58 | 73 | 90 | 130 | | | |
| 80 | 13 | 57 | | | | | | | | | | | |
29 | 39 | 50 | 64 | 79 | 113 | | | |
| 90 | 15 | 64 | | | | | | | | | | | | |
35 | 45 | 57 | 70 | 101 | 158 | | |
| 100 | 17 | 71 | | | | | | | | | | | | | |
41 | 51 | 63 | 91 | 142 | 205 | |
| 120 | 20 | 91 | | | | | | | | | | | | | | |
42 | 53 | 76 | 120 | 170 | 210 |
| 160 | 27 | 112 |
| | | | | | | | | | | | | | |
40 | 57 | 89 | 127 | 158 |
| 180 | 30 | 126 |
| | | | | | | | | | | | | | | | |
79 | 114 | 140 |
| 200 | 33 | 140 |
| | | | | | | | | | | | | | | | | |
102 | 127 |
Внимание! Для точных вычислений нужно учитывать следующие ГОСТы:
При прокатки возможны отклонения по толщине металла, и требуются точные измерительные приборы (например микрометр).
1.2. Формула

1,42 - это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.
1.3. "Правило 8"
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%.
Например:
| Усилие | Длина гиба |
| 100% | 3000 мм |
| 75% | 2250 мм |
| 50% | 1500 мм |
| 25% | 750 мм |
Cовет:
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN допускает значительное отклонение от номинальной толщины листа (например, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм). Следовательно, вам нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение ( Rm )
Здесь также допуски являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба.
Например:
St 37-2: 340-510 Н/мм2
St 52-3: 510-680 Н/мм2
Совет:
Не экономьте на усилии гиба! Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно! Реальные значения толщины и предела прочности являются важным факторами при выборе нужного станка с нужным номинальным усилием.
V - раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S до S=6 мм:
V=8xS, для большей толщины листа необходимо V=10xS или V=12xS
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
- большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
- меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri)
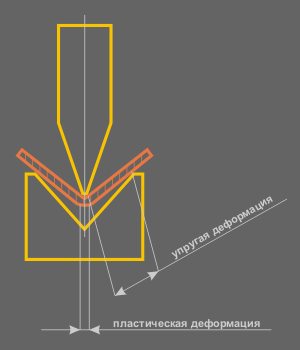
При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации ("обратное пружинение"). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это "деформационным упрочнением".
Так называемый "естественный внутренний радиус гибки" зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32
В случае V=8хS, мы можем сказать Ri=Sх1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Совет:
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (В):
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
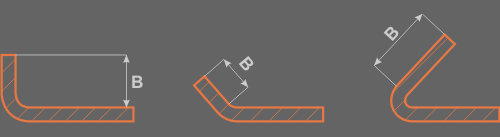
| Угол гиба | B |
| 165° | 0,58 V |
| 135° | 0,60 V |
| 120° | 0,62 V |
| 90° | 0,65 V |
| 45° | 1,00 V |
| 30° | 1,30 V |
Упругая деформация
Часть упруго деформированного материала "спружинит" обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем, больше упругая деформация;
- направления волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемой при условии V=8хS:
| Предел прочности в Н/мм2 | упругая деформация в ° |
| 200 | 0,5 - 1,5 |
| 250 | 1 - 2 |
| 450 | 1,5 - 2,5 |
| 600 | 3 - 4 |
| 800 | 5 - 6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки (например угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°).
Точный - но негибкий способ
При этом методе угол гиба определен усилием гиба и гибочным инструментом: материал зажат полностью между пуансоном и стенками V образной матрицы. Упругая деформация равняется нулю и различные свойства материала практически не влияют на угол гиба.
Рассчитать требуемое усилие гиба очень трудно. Самый надежный способ -выяснить необходимое усилие путем пробной гибки короткого образца на испытательном гидравлическом прессе.
Грубо говоря, усилие калибровки в 3 -10 раз выше усилия свободной гибки.
Преимущества калибровки:
- точность углов гиба, несмотря на разницу в толщине и свойствах материала
- возможно выполнение всех специальных форм с помощью металлического инструмента
- маленький внутренний радиус
- большой внешний радиус
- Z-образные профили
- глубокие U-образные каналы
- возможно выполнение всех специальных форм для толщины до 2 мм с помощью стальных пуансонов и матриц из полиуретана.
- превосходные результаты на гибочных прессах, не имеющих точности, достаточной для свободной гибки.
Недостатки калибровки:
- требуемое усилие гиба в 3 - 10 раз больше, чем при свободной гибке;
- нет гибкости: специальный инструмент для каждой формы;
- частая смена инструмента (кроме больших серий).
|































 ПРЕСС
ПРЕСС НОЖНИЦЫ
НОЖНИЦЫ ПРЕСС
ПРЕСС ПРЕСС
ПРЕСС ИНСТРУМЕНТ
ИНСТРУМЕНТ ИНСТРУМЕНТ
ИНСТРУМЕНТ Калькулятор
Калькулятор Прайс-лист и
Прайс-лист и